**Product Description: Fire-Resistant Clean Room Panels**
Elevate your facility's safety and efficiency with our state-of-the-art Fire-Resistant Clean Room Panels. Designed for environments demanding stringent contamination control and fire safety measures, these panels combine innovative technology with robust construction, ensuring unparalleled performance without compromising on safety or cleanliness.
**Key Features:**
- **Exceptional Fire Resistance:** Constructed to withstand high temperatures, our panels are compliant with all relevant fire safety standards. They provide an added layer of protection, significantly reducing risks during unforeseen fire events.
- **Enhanced Cleanliness:** The smooth, non-porous surface of the panels prevents dust and microbial growth, ensuring that your clean room maintains the highest hygiene standards. Perfect for pharmaceutical, biotechnology, and semiconductor manufacturing operations.
- **Easy Installation:** Lightweight yet durable, these panels are designed for effortless assembly. Their modular design allows for quick adjustments and flexibility, enabling you to customize your clean room layout as needed.
- **Durability and Longevity:** Made from high-quality materials, our clean room panels showcase remarkable resistance to wear and tear, ensuring that your investment stands the test of time while maintaining structural integrity.
- **Versatile Applications:** Ideal for a range of industries including pharmaceuticals, electronics, aerospace, and food processing. Our fire-resistant clean room panels meet the needs of stringent clean room classifications (ISO 1-9), making them suitable for a variety of sensitive applications.
**Applications:**
These Fire-Resistant Clean Room Panels are perfect for:
- **Pharmaceutical Manufacturing:** Maintain stringent compliance with regulatory requirements while safeguarding against contamination and fire hazards.
- **Microelectronics Production:** Protect sensitive components from environmental contaminants and reduce fire risks in high-stakes production areas.
- **Clean Laboratories:** Create a safe and controlled environment for research and experimentation, ensuring optimal conditions for accurate results.
- **Food Processing Facilities:** Ensure food safety and hygiene without compromising on fire protection, keeping your production lines secure and compliant.
Invest in your facility’s safety and operational excellence with Fire-Resistant Clean Room Panels. Experience peace of mind through superior fire protection and nutrient-rich environments that ensure your processes run smoothly and safely.

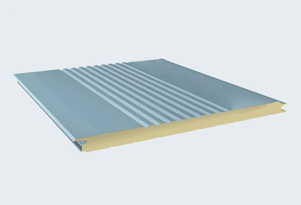
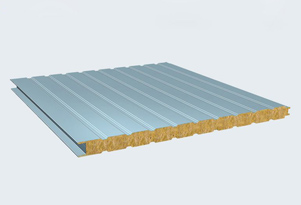

 PU sandwich wall systems
PU sandwich wall systems